Tässä ohjeistuksessa Z nollapiste on aina pöydän tasossa – ei työkappaleen pinnalla.
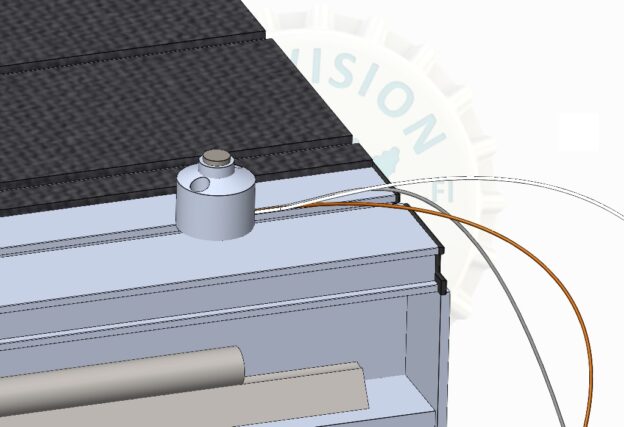
CNC-ohjaimena on WINPC-NC ja pituustunnistimena on mekaaninen WLS 2 (14 mm) -anturi. 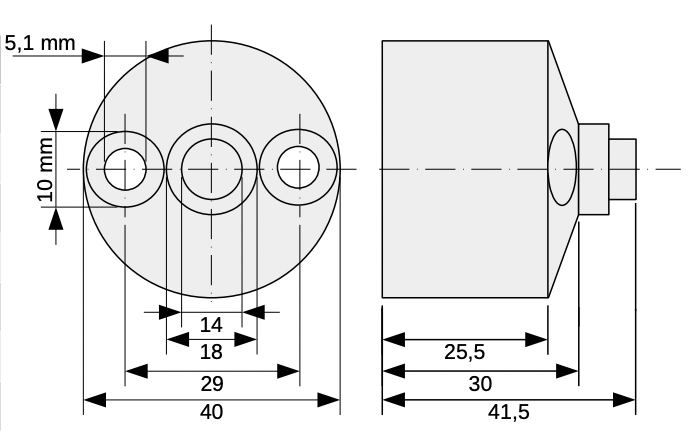

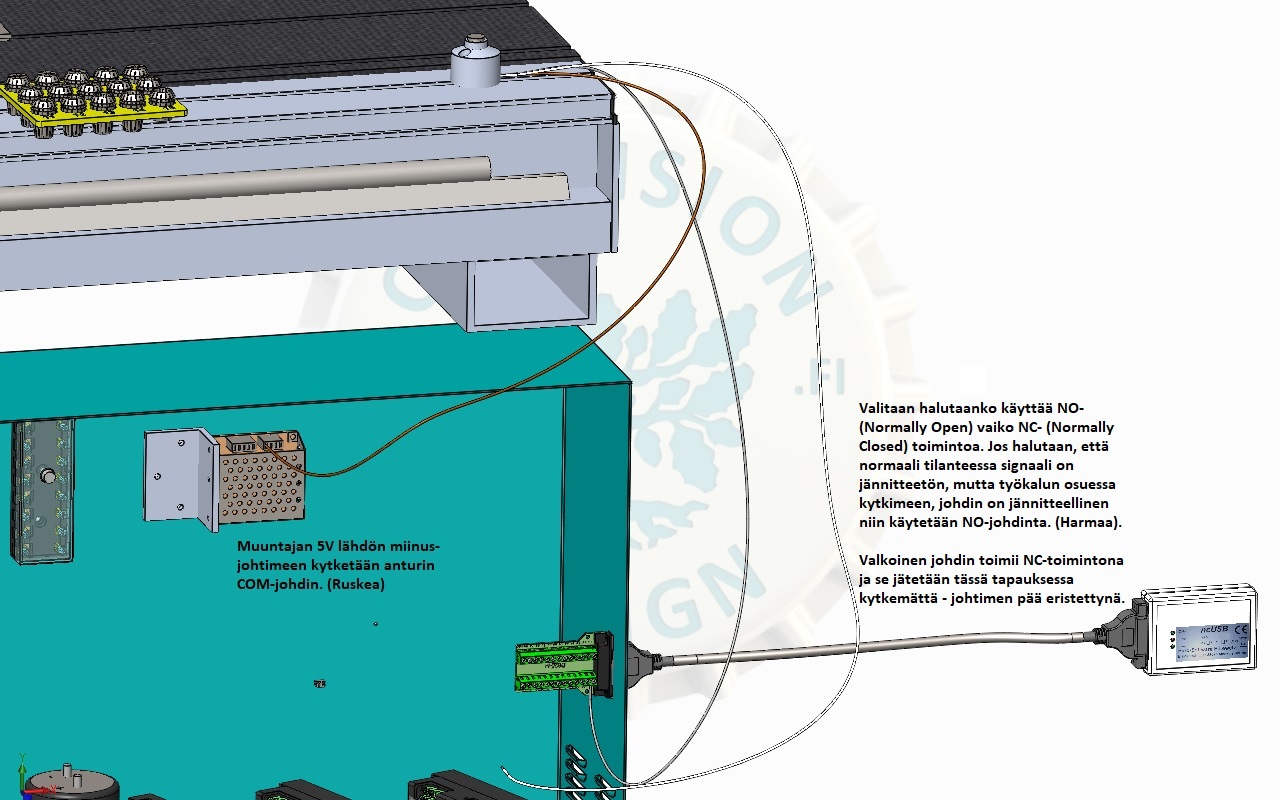
CNC-koneessa oli valmiina muuntaja, jossa on 5VDC lähtö. Anturin ruskea COM-johdin kytketään muuntajan miinus-johtimeen. Anturista lähtevä harmaa johdin kytketään WINPC-NC -kytkentäkortissa pinniin 13 sensor/surface block.
(Johtimet: Harmaa = Normally Open, valkoinen = Normally Closed)
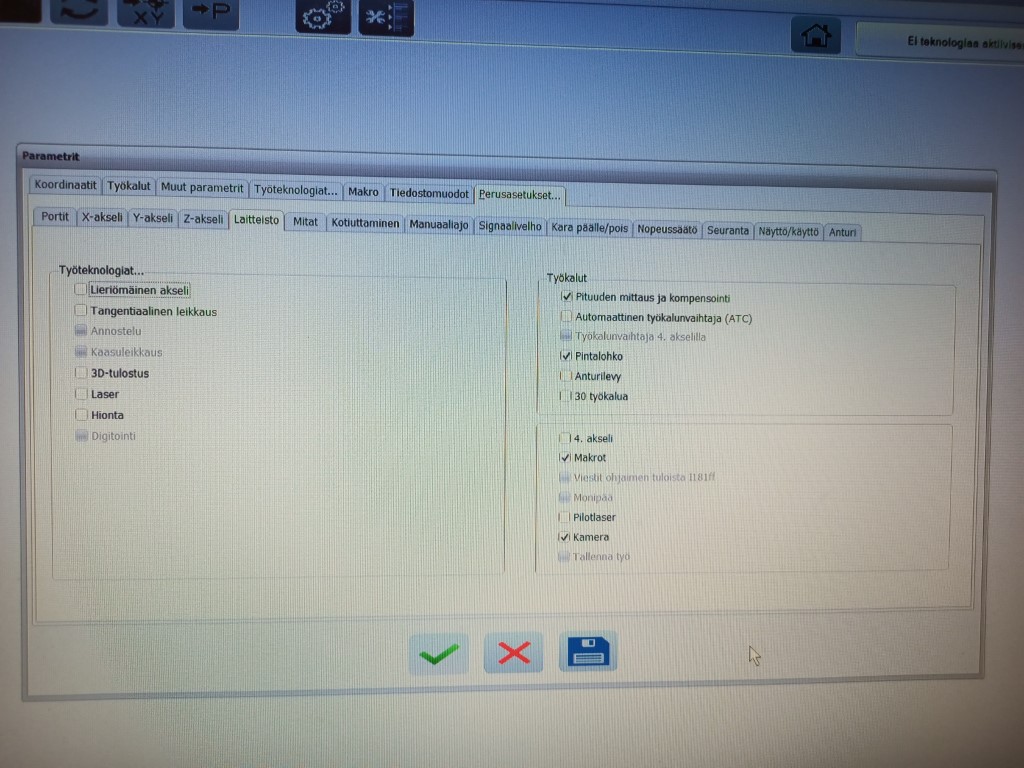
WINPC-NC:n asetuksista, Perusasetukset… – Laitteisto, kytketään päälle Pituuden mittaus ja kompensointi sekä pintalohko.
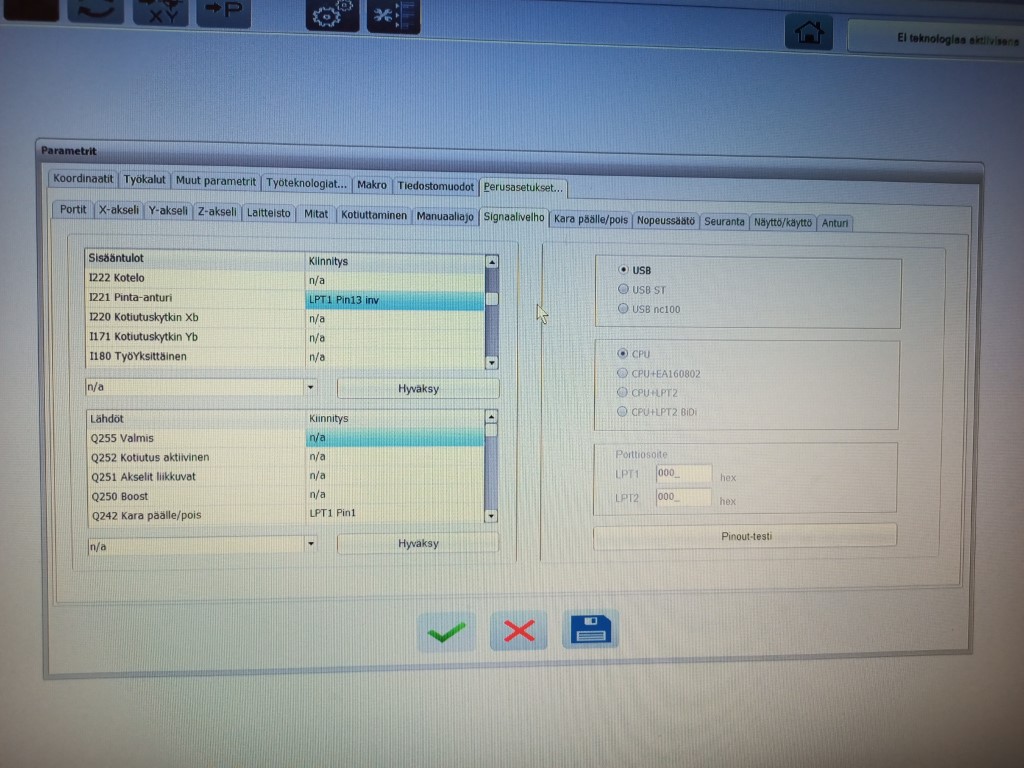
Perusasetukset… – Signaalivelho -välilehdellä asetetaan Sisääntulolistan I221 Pinta-anturille linkitys LPT1 Pin13 inv jos käytetään Normally Open -kytkentää. (Normally closed -toimintona valitaisiin LPT Pin13 ja anturin johdot kytkettäisiin sen mukaisesti.)
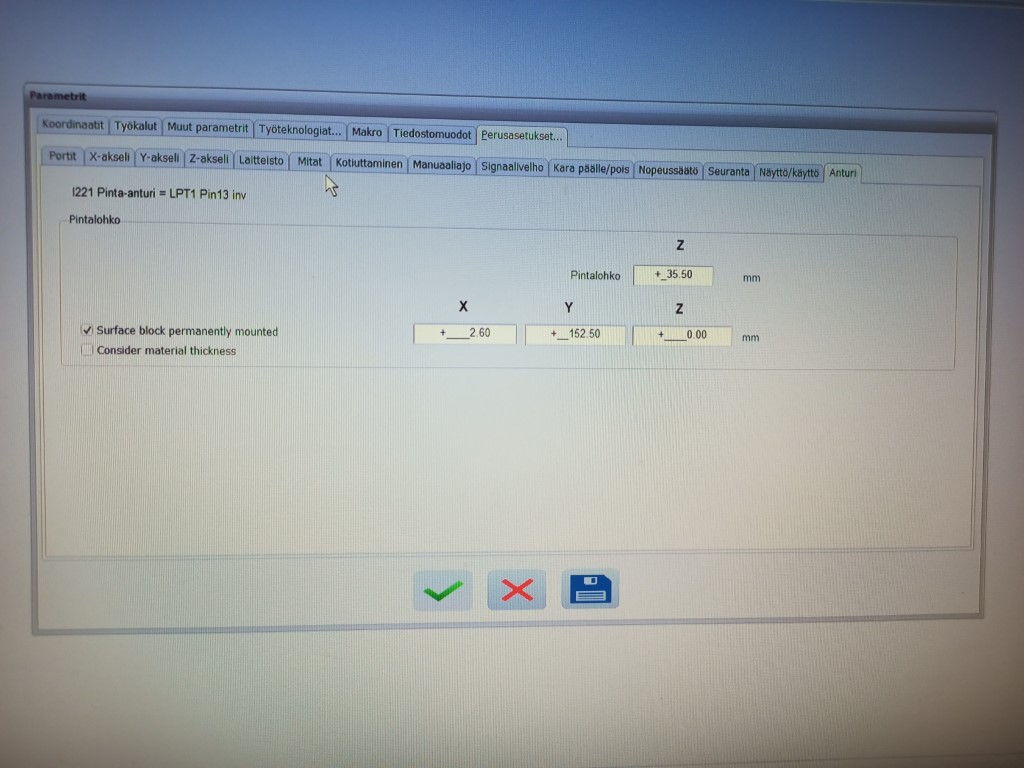
Perusasetukset… – Anturi -välilehdellä kerrotaan pintalohkon korkeus ja valitaan, että anturin paikka on kiinteä (vakio). X- ja Y-koordinaatit asetataan anturin keskelle ja Z nollaksi. Huom! Tässä tapauksessa anturi on noin 4-5 mm pöydän pintaa alempana, joten tässä pintalohkon Z-arvo on tuon verran ”normaalia” asennusta pienempi.
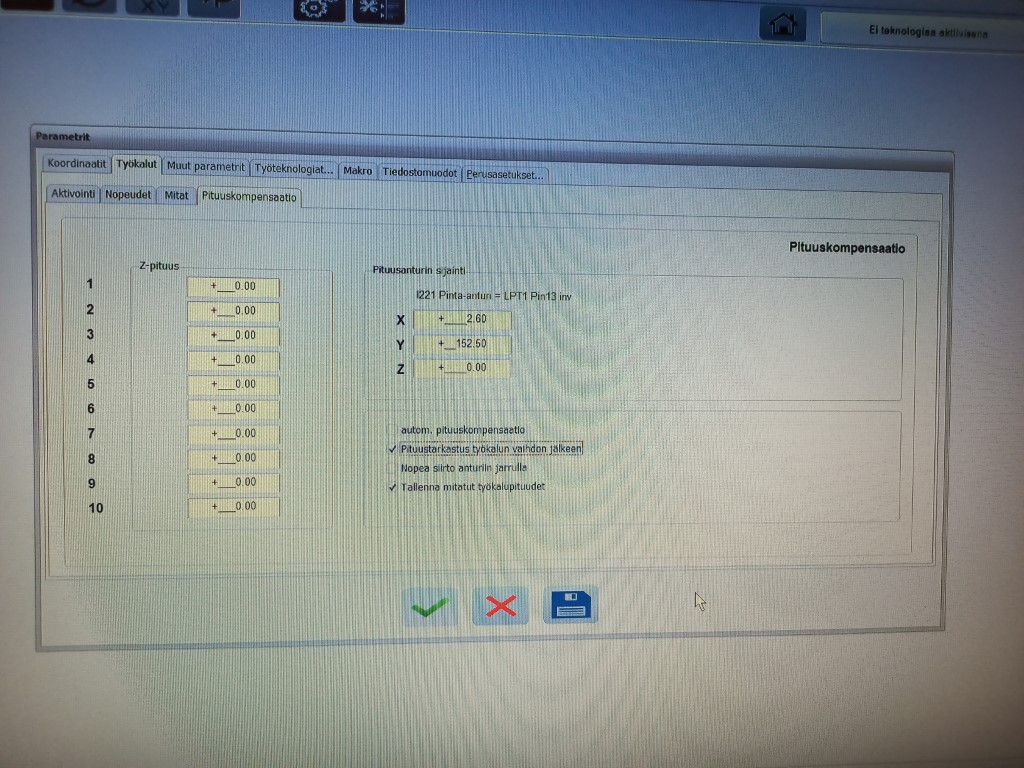
VAIN JOS TYÖKALUVAIHTAJA (ATC)
Työkalut – Pituuskompensaatio -välilehdellä kerrotaan Pinta-anturin sijainti ja valitaan Pituustarkastus työkalun vaihdon jälkeen. Lisäinfoa tulossa myöhemmin. Koskee vain ATC-tapauksia….
Erikoistoiminnot – Signaalien testaus -välilehdeltä tarkastetaan toimiiko anturi kuten pitää. Pituusanturin tulee olla punainen silloin kun anturi on aktiivinen eli kun terä painaa kytkintä ja musta silloin kun kytkin ei ole aktiivisena.
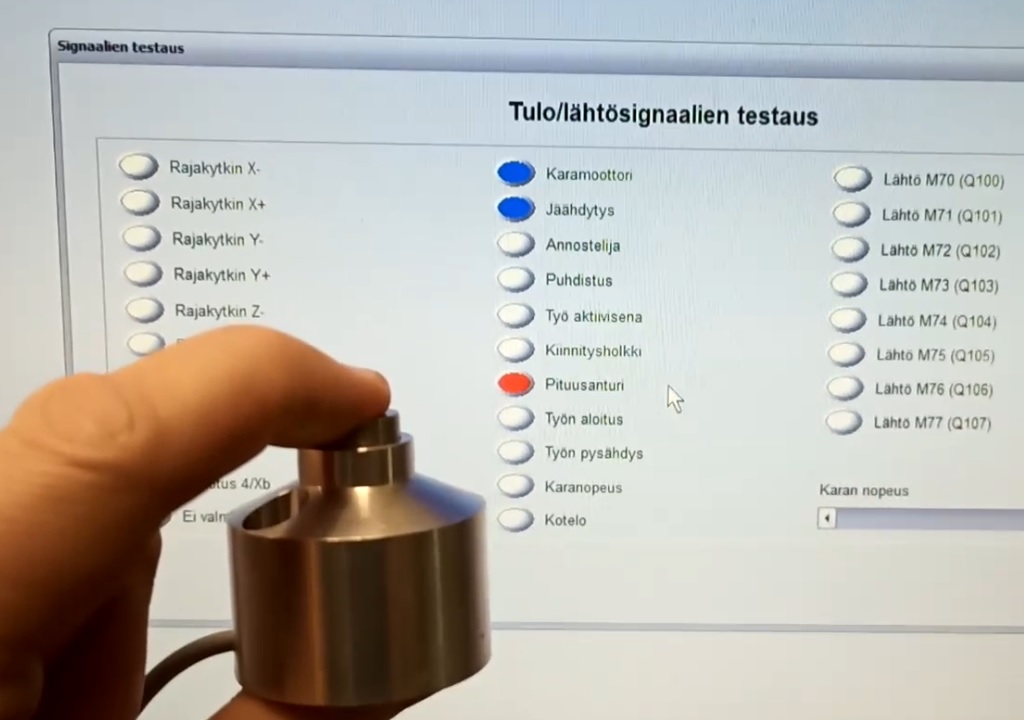
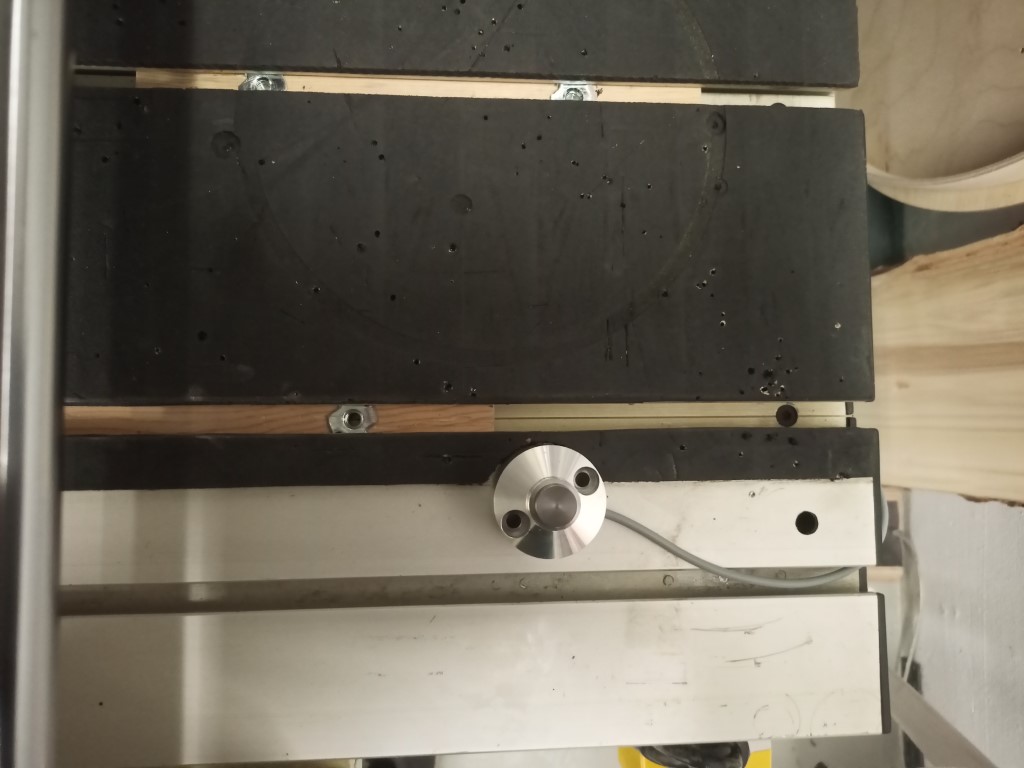
Anturi sijoitettu ”kiinteään” mittauspisteeseen. Asetuksiin annettava anturin korkeus on anturin pohjan ja mikrokytkimen aktivoitumisen korkeustason välinen matka (jos anturin pohja on samassa tasossa pöydän pinnan kanssa).
Kun kaikki on valmista, voit testata manuaaliajoikkunassa toimiiko kuten pitäisi…
https://youtu.be/m7hwG96YrZI